
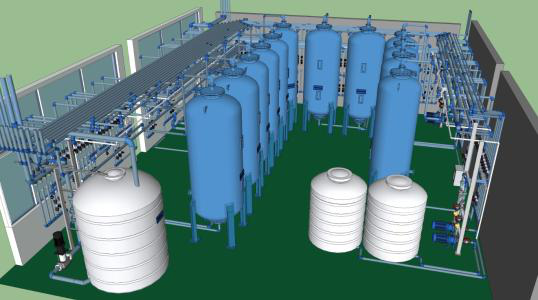
湖北某化肥厂废水除氨氮项目

石英砂过滤+活性炭过滤+保安过滤+除氨氮脂离子交换
通过磺酸基官能团捕捉铵根离子,实现项目稳定出水
在现代工业生产中,化肥厂作为农业生产的重要支撑,其生产过程中产生的废水对环境的影响不容忽视。尤其是合成氨、尿素等环节,会产生大量富含氨氮的废水。
这类废水若未经妥善处理直接排放,会对环境造成严重影响。氨氮过高会导致水体富营养化,引发藻类过度繁殖,破坏水生态平衡;同时,氨氮还可能转化为大气中的氨气,加剧酸雨现象。此外,长期接触高氨氮废水可能导致土壤酸化、农作物减产,甚至威胁人类健康。
面对化肥厂废水处理难题,业界已发展出一系列行之有效的处理工艺。物化法如吹脱法、膜分离法、离子交换法,旨在通过物理化学手段直接去除氨氮;生物法则如A/O法、SBR法、BAF(曝气生物滤池法)、生物膜法等,利用微生物作用将氨氮转化为无害物质;化学法如折点加氯法、湿式氧化法、化学沉淀法等,旨在通过化学反应转化或沉淀氨氮。
在诸多方法中,离子交换法以其对氨氮的高效去除、经济价值及环境友好特性脱颖而出。尤其适用于处理氨氮浓度高而有机物浓度低的化肥厂废水。
此方法操作灵活,适应性强,占地面积小,运维便捷,且能实现废水中有价值成分如氨的资源化回收,全程不生成新的有害物质,为化肥厂废水治理提供了兼顾环保效益与经济效益的优选方案。
科海思(北京)科技有限公司(以下简称“科海思”),是一家在各行业环保领域拥有深厚技术积累的综合性企业,专注于破解企业在环保治理中面临的高成本、低效率、稳定性差等痛点,实现废弃物中有价资源的真正回收再利用。
在应对化肥厂氨氮废水问题时,科海思凭借深厚的专业知识与丰富实践经验,依据废水特性及离子交换法的技术优势,定制出切实可行的工艺流程。并且基于该工艺流程,科海思成功助力湖北某化肥企业实现了废水除氨氮目标。
湖北某化肥厂废水除氨氮项目,处理水量为200吨/小时,进水氨氮浓度高达380ppm,而排放要求做到5ppm以内。科海思充分考虑了生产连续性与设备维护需求,确保在任何工况下废水处理都能保持高效、稳定的运行,方案精心设计2用1备,树脂工艺流程为石英砂过滤+活性炭过滤+保安过滤+除氨氮脂离子交换。
石英砂过滤,利用其良好的机械截留性能,有效去除废水中的悬浮物、颗粒物及部分胶体物质,为后续工艺减轻负担。活性炭过滤利用活性炭的强吸附性能,进一步吸附废水中的有机污染物、颜色、异味及部分重金属离子,显著改善废水的感官指标并减少对后续离子交换树脂的污染。
保安过滤确保进入离子交换树脂系统的水质达到极高的洁净度,避免树脂堵塞或性能下降。除氨氮树脂离子交换工艺,以其独特的选择性吸附特性,精准捕获废水中的氨氮分子,实现氨氮的高效去除,确保出水氨氮浓度稳定在1ppm以下,远低于客户要求的5ppm排放限值。
值得一提的是,科海思在实现废水达标排放的同时,通过树脂再生过程中产生的硫酸铵浓缩液,创新性地利用客户厂内现有的蒸发器设备,成功将其转化为具有市场价值的铵盐产品,不仅显著降低了客户的废水处理成本,提升了经济效益,更实现了废水中有价资源的有效回收与再利用,又一次践行了科海思“环保治理价值化”的理念。
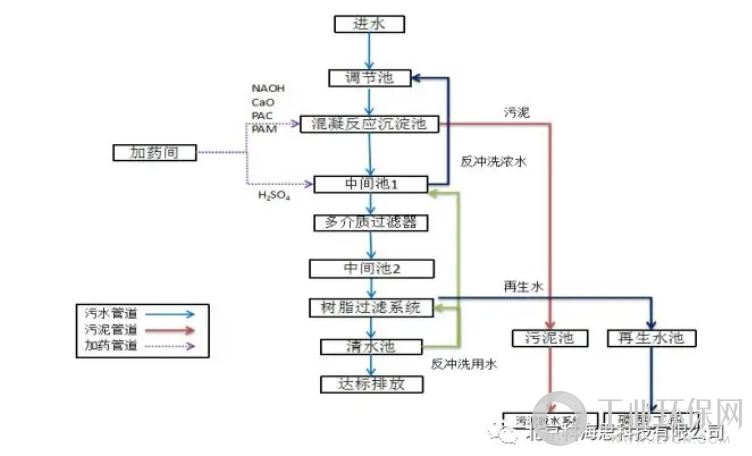
 科海思氨氮废水处理工艺流程
科海思氨氮废水处理工艺流程
废水首先经自动格栅初步去除大颗粒悬浮物,继而进入调节池均衡水质,随后由污水泵送入酸化水解池,有效削减废水中NH₄⁺-N含量。
接着,废水进入混凝反应沉淀池,通过石灰水与PAM(聚丙烯酰胺)的精准投加(配备石灰投加装置与PLC智能控制系统),确保pH值在适宜范围内(如pH=8时停止加药),促使氨氮与其他物质形成易于沉淀的絮凝体。
絮凝混合液进入沉淀池,生成各类磷酸钙盐及CaF₂沉淀物,出水则进入中间水池以确保沉淀效果稳定。
此后,废水被提升至絮凝气浮装置,在适宜pH(如6.4~7.2)下,借助PAC(聚合氯化铝)絮凝剂,通过气浮法进一步去除氟化物与悬浮物。
经过砂滤池深度过滤后,废水进入离子交换树脂吸附床,完成氨氮的终极去除,确保出水水质达到严苛的排放标准。
在此过程中,沉淀污泥、气浮浮渣及消化污泥由污泥泵输送至污泥浓缩池,上清液循环回流至调节池。浓缩污泥经板框式压滤机高效脱水,形成干化污泥。
 科海思氨氮废水处理工艺优势
科海思氨氮废水处理工艺优势
●选择性高:科海思氨氮废水处理工艺能够高效去除氨氮,确保出水氨氮浓度低于0.1ppm,优于常规排放标准。
●稳定性好:在正常运行周期内,水质保持平稳,无明显波动,确保持续合规排放。
●可控性强:科海思氨氮废水处理工艺能够根据废水特性与处理目标灵活调整运行参数,确保处理效果稳定且符合国家规定的排放标准。
●经济价值高:科海思氨氮废水处理工艺能够通过再生洗脱过程,将氨氮转化为高浓度铵盐溶液,具有显著的经济价值。
●空间节约:工艺设备紧凑,布局灵活,能够显著节省用地成本。以处理能力为100方每小时、一用一备的离子交换系统为例,占地面积仅约50-60平方米,显著降低土地使用成本。
科海思以其专业创新的技术、高效的资源配置以及对循环经济的深刻理解,成功帮助湖北某化肥企业构建了一套既能满足环保要求,又能实现经济效益与环境效益双赢的废水处理解决方案。
这一案例不仅展示了科海思在环保领域的专业实力与创新能力,更为整个化肥行业乃至更广泛的工业废水处理领域提供了具有借鉴价值的绿色解决方案,有力推动了我国环保产业的高质量发展与生态文明建设。

文章转载自 北京科海思科技有限公司,如有侵权,可联系我们删除



