
一、酸回收膜析设备
产品简介
将阴膜、渗析室隔板以及扩散室隔板按一定顺序排列起来,在两侧放置配水板并用夹紧板夹紧的分离酸的设备。
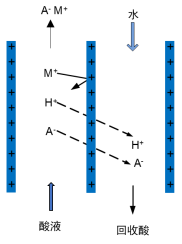
酸回收膜析过程以浓差为驱动力,利用阴离子交换膜对酸的选择透过性和对盐的高截留性,实现溶液中酸与盐的分离,分离出的酸溶液回用于生产工艺。


技术参数

应用领域
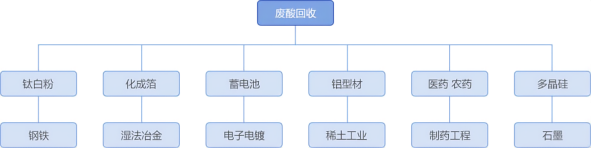
3)主要应用
铝型材行业中的应用
铝型材阳极氧化加工过程中产生大量的废酸。这些废酸若中和处理,不但酸得不到充分的利用,而且消耗大量的碱,产生大量的固废。一般铝型材阳极氧化排出的废酸浓度为18%,金属离子浓度为1.5%,用膜析设备处理该酸液,能回收其中85%以上的酸成分,对铝离子的截留率也能达到90% 。返回氧化槽液中的铝离子含量小于1g/L, 对槽液的铝离子稳定控制具有良好的效果 ,并且对铝型材的品质显著提高,同时电耗和废水处置费用大大降低,有较大的经济效益。
行业 | 酸液 | 废酸浓度(%) | 回收酸浓度(%) | 废酸中Al3+浓度(g/L) | 回收酸中Al3+浓度(g/L) | 酸回收率(%) | 铝截留率(%) |
铝型材 | 硫酸 | 18 | ≥14.8 | 15.1 | 0.9 | 82.0 | 94.0 |
钛白粉行业中的应用
以膜析设备技术为核心,将微滤、膜析和纳滤等过程耦合。采用微滤工艺作为预处理,采用耐强酸碱均孔膜过滤器及高性能膜析实现硫酸回收并除去亚铁离子,采用纳滤工艺实现亚铁离子的抛光处理,最终实现钛白粉副产废硫酸的资源化回收利用。
运行效果
进料液:钛白粉副产废硫酸,500吨/天,硫酸浓度≥24%,硫酸亚铁含量<160g/L ;
回收酸:480吨/天,硫酸浓度≥22%(回收率≥88%),亚铁含量<500mg/L(截留率≥99%)。
名称 | 单位 | 废酸 | 回用酸 |
平均酸度 | % | ≥24 | ≥22 |
硫酸亚铁含量 | g/L | <160 | / |
铁离子含量 | mg/L | / | ≤500 |
固含量 | g/L | ≤0.1 | / |
经济效益
(1)每年可回收浓度22%的硫酸160000吨,折合98%浓硫酸36000吨;
(2)每年节省中和碱30000吨,可减少固废产生量45000吨。
石墨行业中的应用
石墨行业三酸 (HCl、HNO3、HF) 酸洗法提纯石墨工艺中会有大量的废酸产生,若直接中和排放不仅浪费了酸和碱,同时导致大量的高盐废水排放,既提高了企业生产成本又对环境造成了污染。用膜法处理此类废酸, HCl、HNO3 的回收率均可达到85%以上,HF的回收率可达到78%以上。可以用漂洗水作为接收液来回收废酸中的酸,回收酸补浓后返回系统继续使用,这样 既节约了酸和中和用的碱,又减少大量高盐废水的排放。用回收酸补浓的方法每生产1吨石墨节约的酸成本为275.2元, 一个中小型企业半年左右即可回收设备的成本,设备寿命在3年以上。
经膜法处理完的酸浓度
Cl-浓度(mg/L) | NO3-浓度 (mg/L) | F-浓度(mg/L) | |
废酸 | 65980 | 15470 | 52870 |
回收酸 | 58340 | 13830 | 41250 |
残液 | 7640 | 1640 | 11620 |
回收酸回用到1吨石墨生产工艺
HCl 30% | HNO3 40% | HF 40% | 回收酸 | 合计 | |
原工艺用酸量(公斤) | 365 | 115 | 212 | 0 | |
原工艺用酸成本(元) | 58.4 | 64.6 | 655.8 | 0 | 778.8 |
新工艺应投加量(公斤) | 274 | 78 | 135 | 513 | |
新工艺应用酸成本(元) | 41.4 | 43.7 | 418.5 | 503.6 |
PS 版行业中的应用
在生产制作印刷PS 版过程中,产生大量的盐酸电解液、硫酸氧化液等废液排放。不仅 造成资源浪费,使产品成本增加,而且导致严重的环境污染,影响和制约企业的生存和发展。采用膜析技术对废液进行处理,不仅将大部分铝离子去除的废液进行回收循环使 用,同时稳定了生产中电解及氧化溶液的波动变化,促使生产PS 版的质量提高。
![]()
![]()
![]()
行业 | 酸液 | 废酸浓度(%) | 回收酸浓度(%) | 废酸中Al3+浓度(g/L) | 回收酸中Al3+浓度(g/L) | 酸回收率(%) | 铝截留率(%) |
PS板 | 盐酸 | 1.1~1.6% | 1.4~1.8% | 10 | 1 | 90 | 94.3 |
硫酸 | 18% | ≥15% | 9 | 0.9 | 83.3 | 93.0 |
湿法冶金行业中的应用
湿法炼铜生产中产生大量的电解贫液,若用石灰中和,除造成酸和铜的损失外,还引发环境问题。用阴膜膜析回收电解贫液中的废酸再返回系统使用,这样既为企业节约了资源,又解决了环境污染问题。工艺流程如下:
行业 | 酸液 | 废酸浓度(%) | 回收酸浓度(%) | 废酸中Fe3+浓度(g/L) | 回收酸中Fe3+浓度(g/L) | 酸回收率(%) | 铁截留率(%) |
湿法冶金 | 硫酸 | 13 | ≥11 | 1.4 | 0.13 | 83.0 | 92.0 |
二、碱回收膜析设备
产品简介
将膜析设备阳膜、渗析室隔板以及扩散室隔板按一定顺序排列起来,在两侧放置配水板并用夹紧板夹紧的分离碱的设备。
碱回收膜析过程以浓差为驱动力,利用阳离子交换膜对碱的选择透过性和对盐或其它组分的高截留性,实现溶液中碱与盐或其它组分的分离,分离出的碱溶液回用于生产工艺。



技术参数

应用领域
3)主要应用
光伏行业在生产过程中 ,为去除硅材料表面的机械损伤层 、增加电池表面积 、去除表面杂质,需对硅材料进行处理,这个过程称为制绒。制绒过程中会产生大量的废碱,以氢氧化钠为主,废碱液中主要含有硅,其它杂质较少,直接排放会造成环境污染,酸碱中和会造成资源浪费。膜析设备阳膜可将氢氧化钠与硅进行有效分离,回收碱可用于各个废气吸收塔等工艺,减少原吸收塔的投碱量,使碱利用率大大提高。
行业 | 碱液 | 废碱浓度(%) | 回收碱浓度(%) | 残液碱浓度(%) | 碱回收率(%) |
光伏 | 氢氧化钠 | 7.6 | 6.1 | 1.5 | 80.0 |
 2025-06-09 16:18
2025-06-09 16:18  135
135